MES Help SanDisk Realize Close Control
SanDisk is a global semiconductor company founded 25 years ago in the Silicon Valley of United States. 3 of the top 7 storage OEMs are SanDisk customers and 9 major PC OEMs including Lenovo and Asus chose SanDisk SSD products.
Manufacturing upgrading need MES
In the evolvement of SanDisk, the cost of flash memory storage was reduced 50,000 times with capacity increased 30,000 times. The continuous development made SanDisk the outstanding flash memory solution providers for OEMs and manufacturing enterprises. In 1999, their revenue was 250 million dollars, while in 2011 it achieved 5.7 billion dollars.
SanDik is the vertical integration manufacturer providing development, designing, production, testing, packaging, and shipment. With the large demand and production volume, SanDisk is facing with challenges:
Fast selection with perfect match
SanDisk has very clear objective and business requirements during the selection of MES system. They comprehensively considered the process match degree, industry relevance, scalability, price, market share, customer reference etc. and finally chose CAMSTAR. It was very quick and SanDisk did selection in one month in 2006.
SanDisk has always thought very highly of CAMSTAR. The product features of CAMSTAR are always very low far through meaning that their solutions are always well geared to the expected feature and is well geared to the industry that they serve. CAMSTAR manufacturing has a suite called semiconductor Suite, which is essentially a pre-configuration of their solution to adapt essentially the UI, some of the logic, some of the rules to the semiconductor industry. For example, after testing you can have a being—a result that a device will be given a being. It could be being 0 because it's a good device or being 5 or 6 because these are fail devices. After the memory test operation, SanDisk actually captures these results in CAMSTAR manufacturing. There is a being screen out of the box in CAMSTAR manufacturing that operators can use for that purpose. Being result then is automatically transmitted to SAP to receive the production order in SAP. In addition, CAMSTAR has always provided solutions that are well integrated. They have professional experts, who know the system, industry and the business requirements very well. SanDisk Regional CIO, Didier Chavet thinks that CAMSTAR might be more expensive than other companies, but customers pay for the value.
MES implementation with integrated applications
SanDisk's implementation started from 2006. Some complicated modules were implemented from 2007 to 2008, including reporting, interface, process, quality, equipment, and CIM (see Table 1). SanDisk implemented modules of shop floor execution, equipment maintenance, tool maintenance, and receipt management. At the same time, SanDisk has customized many applications and highly integrated with ERP and SCM systems.
During the implementation of MES, SanDisk kept making their goals simple and focused. Firstly, they deployed the core functions of the MES such as shop floor execution, work instruction, travel card, and travel card report. The second step was integration. SanDisk has applied many top vendors' products, like SAP ERP, Oracle Agile for PDM, JDA's I2 for SCM etc. According to Didier Chavat, SanDisk's MES system can integrate well with other systems. In SanDisk's IT systems, MES is to deal with work process records, production scheduling, and equipment maintenance but not the mass data. The layout of SanDisk's IT systems is good for each system to function well (see Figure 2). When a production order is released by ERP system, MES system will automatically create a new production lot to inform production. During the production process, MES will keep the record of the whole production processes. When the production is finished, MES will transmit the results back to ERP system. SanDisk is maintaining product information and BOM in Agile.
A well-designed MES system can integrate production scheduling, tracking, quality control, equipment fault analysis, network and lot management on the unified platform. The database can provide production department, quality testing department, process department, and logistics department with shop floor management information services. Comprehensive optimization can help enterprise build closed loop systems (see Figure 4).
Lean manufacturing execution and visualized process flow
For SanDisk, MES system helped them realized lean manufacturing execution and visualized process flow. MES brings control and to provide the required technical and functional information to the floor. So when production started, operators know exactly what to do as the second step. The link between digital travel cards and work instructions can let the operators have all the parameters be set up into the machine for the necessary adjustment. When the product been laser marked or labeled, operators can see the content of marking or pictures of labels to make sure they are correct
SanDisk integrated MES system with quality system to "close look" the production status. For every operation, MES system will automatically calculate with yield. If the quantity out is very low compared to the quantity in that means to have a low yield, which is going to trigger an alert and put a lot automatically on hold. When a quality incident happens, quality engineers will get involved and go through a workflow to resolve this quality incident. Thus, the product quality can be closely and effectively monitored and controlled.
The effects achieved by application of MES system:
Extended applications in the future
Through years of IT systems construction, SanDisk has comprehensive and in-depth applications of MES including dashboards and reports, traceability, execution, and automation. Didier Chavet said that SanDisk can always improve to keep production in good order. He thinks that SanDisk is at 90% on its way of IT construction.
Didier Chavet pointed out that, "We will essentially provide a new UI to the operator, so the operator is not going to use MES directly anymore, but the factory automation UI which is much simpler. But we also have information coming from equipment directly so operators can see the alerts and messages from the machine. All that should be analyzed to a database, then you can download recipes automatically, and you can execute move-in, check-in, check-out, and move-out directly into MES. It's a long journey, probably several years of work." According to Didier, SanDisk is planning for another new factory in China. So how can they leverage the system that SanDisk have in place into the second factory? Where shall they in store the application? Those are going to be an interesting and new challenges for SanDisk in the future.
Postscript
Process manufacturing enterprises has a mixed and complicated model of discrete and continuous production processes particularly in the semiconductor enterprises. They have long production lines with multiple processes and complex equipments. Traditional ways of artificial and semi-artificial management and control is not effective enough and not convincing when engaging with customers. MES is really important and useful for semiconductor enterprises in realizing integration with SCM and ERP as well as the real time control. It can improve the quality, production process, and benefits as well.
About Camstar
Camstar is the global leader in providing scalable, enterprise software solutions that help manufacturers deliver the highest quality products on time, the first time, every time. Camstar is a privately owned company experiencing continued growth in key markets worldwide. Founded in 1984, Camstar has been a leader in Enterprise Manufacturing Software and Quality solutions for 28 years. Camstar is headquartered in Charlotte, North Carolina and maintains offices worldwide to serve its global customers.
In the evolvement of SanDisk, the cost of flash memory storage was reduced 50,000 times with capacity increased 30,000 times. The continuous development made SanDisk the outstanding flash memory solution providers for OEMs and manufacturing enterprises. In 1999, their revenue was 250 million dollars, while in 2011 it achieved 5.7 billion dollars.

Figure 1 SanDisk Shanghai Factory
SanDik is the vertical integration manufacturer providing development, designing, production, testing, packaging, and shipment. With the large demand and production volume, SanDisk is facing with challenges:
- The manufacturing process of flash card is very complicated. If you are running a manufacturing process which is probably around 20 plus operation, it's very difficult for the management team to really keep track of the working process operation by operation. There are more than hundreds of processes in memory card production, which makes it very difficult to track.
- The traditional ways of interaction between ERP and automated system on the shop floor can no longer meet the needs of scheduling and management requirements on the shop floors.
- It is sophisticated to deal with thousands of electronic components and hundreds of testing points in the small products of SanDisk. A little error in material or tests could bring large wastes.
- The increasing production volume makes it more difficult to track the working process and operation status on shop floor. Traditional way of artificial controlling and processing files by hand cannot meet the needs of SanDisk's requirements.
Fast selection with perfect match
SanDisk has very clear objective and business requirements during the selection of MES system. They comprehensively considered the process match degree, industry relevance, scalability, price, market share, customer reference etc. and finally chose CAMSTAR. It was very quick and SanDisk did selection in one month in 2006.
SanDisk has always thought very highly of CAMSTAR. The product features of CAMSTAR are always very low far through meaning that their solutions are always well geared to the expected feature and is well geared to the industry that they serve. CAMSTAR manufacturing has a suite called semiconductor Suite, which is essentially a pre-configuration of their solution to adapt essentially the UI, some of the logic, some of the rules to the semiconductor industry. For example, after testing you can have a being—a result that a device will be given a being. It could be being 0 because it's a good device or being 5 or 6 because these are fail devices. After the memory test operation, SanDisk actually captures these results in CAMSTAR manufacturing. There is a being screen out of the box in CAMSTAR manufacturing that operators can use for that purpose. Being result then is automatically transmitted to SAP to receive the production order in SAP. In addition, CAMSTAR has always provided solutions that are well integrated. They have professional experts, who know the system, industry and the business requirements very well. SanDisk Regional CIO, Didier Chavet thinks that CAMSTAR might be more expensive than other companies, but customers pay for the value.

Mr. Didier Chavet, Regional CIO of SanDisk
MES implementation with integrated applications
SanDisk's implementation started from 2006. Some complicated modules were implemented from 2007 to 2008, including reporting, interface, process, quality, equipment, and CIM (see Table 1). SanDisk implemented modules of shop floor execution, equipment maintenance, tool maintenance, and receipt management. At the same time, SanDisk has customized many applications and highly integrated with ERP and SCM systems.

Table 1 Implementation of SanDisk MES system
During the implementation of MES, SanDisk kept making their goals simple and focused. Firstly, they deployed the core functions of the MES such as shop floor execution, work instruction, travel card, and travel card report. The second step was integration. SanDisk has applied many top vendors' products, like SAP ERP, Oracle Agile for PDM, JDA's I2 for SCM etc. According to Didier Chavat, SanDisk's MES system can integrate well with other systems. In SanDisk's IT systems, MES is to deal with work process records, production scheduling, and equipment maintenance but not the mass data. The layout of SanDisk's IT systems is good for each system to function well (see Figure 2). When a production order is released by ERP system, MES system will automatically create a new production lot to inform production. During the production process, MES will keep the record of the whole production processes. When the production is finished, MES will transmit the results back to ERP system. SanDisk is maintaining product information and BOM in Agile.
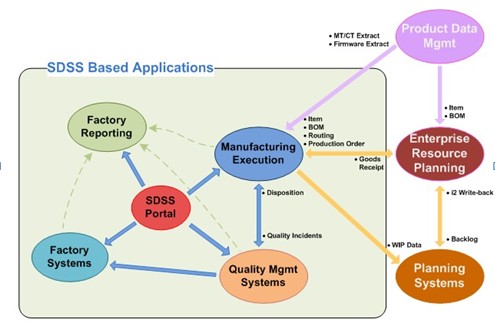
Figure 2 SanDisk Factory application systems overview
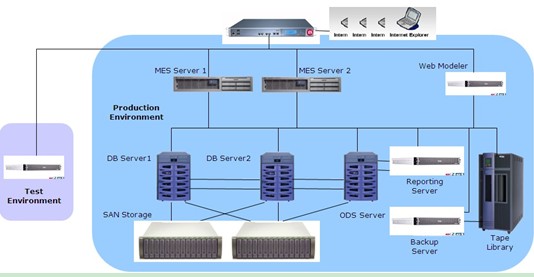
Figure 3 SanDisk IT infrastructure
A well-designed MES system can integrate production scheduling, tracking, quality control, equipment fault analysis, network and lot management on the unified platform. The database can provide production department, quality testing department, process department, and logistics department with shop floor management information services. Comprehensive optimization can help enterprise build closed loop systems (see Figure 4).
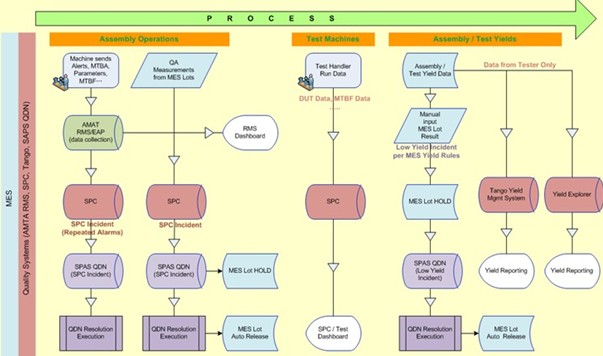
Figure 4 SanDisk closed loop handshake
- The closed loop helped SanDisk realized the following 7 functions:
- Alerts and notifications: monitor quality trend and model before quality incidents;
- Intelligent root cause analysis: fast identify roots by developing database through data from product design, process design, manufacturing, after sales market, and quality incidents;
- Risk management: to leverage risk analysis to locate the most exposed area;
- Early parallel process and product development: collaborative manufacturing process design for product design quality;
- Initiative action execution: systematic execution of corrective and preventive actions and engineering change orders aroused from that;
- Assurance of automation efficiency: the monitoring, verification, and warning of execution efficiency after changes.
- Overall monitoring and coordination: identify the overall influence of a part incident and some appropriate measures are made to eliminate the closure of quality.
Lean manufacturing execution and visualized process flow
For SanDisk, MES system helped them realized lean manufacturing execution and visualized process flow. MES brings control and to provide the required technical and functional information to the floor. So when production started, operators know exactly what to do as the second step. The link between digital travel cards and work instructions can let the operators have all the parameters be set up into the machine for the necessary adjustment. When the product been laser marked or labeled, operators can see the content of marking or pictures of labels to make sure they are correct
SanDisk integrated MES system with quality system to "close look" the production status. For every operation, MES system will automatically calculate with yield. If the quantity out is very low compared to the quantity in that means to have a low yield, which is going to trigger an alert and put a lot automatically on hold. When a quality incident happens, quality engineers will get involved and go through a workflow to resolve this quality incident. Thus, the product quality can be closely and effectively monitored and controlled.
The effects achieved by application of MES system:
- Paperless "state of the art" manufacturing facility for test, assembly, packaging and fulfillment;
- Tighter control over manufacturing activities to improve throughput, cycle time, cost and quality;
- Maximize equipment utilization;
- Keep a history of processes and steps;
- Quality Control;
- Scheduling;
- Enforce manufacturing policies;
- Centralize management of plant systems;
- Collect data for analysis and reporting; (provide real-time information to make timely, well-informed decisions)
- Cost Accounting;
Extended applications in the future
Through years of IT systems construction, SanDisk has comprehensive and in-depth applications of MES including dashboards and reports, traceability, execution, and automation. Didier Chavet said that SanDisk can always improve to keep production in good order. He thinks that SanDisk is at 90% on its way of IT construction.
Didier Chavet pointed out that, "We will essentially provide a new UI to the operator, so the operator is not going to use MES directly anymore, but the factory automation UI which is much simpler. But we also have information coming from equipment directly so operators can see the alerts and messages from the machine. All that should be analyzed to a database, then you can download recipes automatically, and you can execute move-in, check-in, check-out, and move-out directly into MES. It's a long journey, probably several years of work." According to Didier, SanDisk is planning for another new factory in China. So how can they leverage the system that SanDisk have in place into the second factory? Where shall they in store the application? Those are going to be an interesting and new challenges for SanDisk in the future.
Postscript
Process manufacturing enterprises has a mixed and complicated model of discrete and continuous production processes particularly in the semiconductor enterprises. They have long production lines with multiple processes and complex equipments. Traditional ways of artificial and semi-artificial management and control is not effective enough and not convincing when engaging with customers. MES is really important and useful for semiconductor enterprises in realizing integration with SCM and ERP as well as the real time control. It can improve the quality, production process, and benefits as well.
About Camstar
Camstar is the global leader in providing scalable, enterprise software solutions that help manufacturers deliver the highest quality products on time, the first time, every time. Camstar is a privately owned company experiencing continued growth in key markets worldwide. Founded in 1984, Camstar has been a leader in Enterprise Manufacturing Software and Quality solutions for 28 years. Camstar is headquartered in Charlotte, North Carolina and maintains offices worldwide to serve its global customers.